- sales@racegears.com
- 720-545-2274
Crown Race Gears / Cryogenic Treatment

Ring and Pinion Gear Cryogenic Treatment
Cryogenic treatment is a permanent, non-destructive process where a material is cooled in a controlled manner to an extremely low temperature. This process relieves internal stresses, improves wear resistance, and minimizes susceptibility to micro-cracking caused by shock forces, all of which are very important properties for improving the load capacity of Crown Race Gears.
While the benefits of cryogenic treatment have been well documented, Crown Race Gears contracted an independent agency to perform an in-depth metallurgical analysis of its impact on our gears. The test results showed a hardness improvement of 4.5% in the critical top .01" (250 µm) of the gear surface, where it is needed most, and a smoother transition towards the gear tooth core. The core microstructure of the gear was also found to have become significantly finer and more uniform, which results in a stronger and tougher gear overall.
Gear Surface Hardness Improvements
At the atomic level, cryogenic processing improves the transformation of austenite to martensite after heat treatment, where quenching is responsible for the initial conversion. Because quenching alone is not 100% effective, completing the case hardening process requires cooling the gear to -315 ˚F (-192 ˚C) for an extended period of time where most of the remaining austenite will be forced to become martensite.
The martensitic transformation is a major objective of alloy design and the processing of hardenable low-alloy steels because martensite resists plastic deformation (a permanent change in the shape of a solid body) much better than austenite. An austenite structure has carbon atoms (gray in the diagram below) positioned on each face of a cube made up of iron atoms (yellow). During the martensitic transformation, carbon atoms are pushed to the center of each cube.
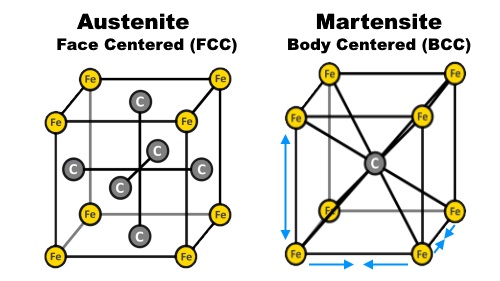
The improved hardness of martensite is difficult to explain in chemical terms as the explanation hinges on the structure's subtle change in dimension and the speed at which the martensitic transformation takes place. During quenching, the super-heated steel is quickly cooled in a carbon-rich medium that causes a martensitic transformation at approximately the speed of sound, locking the carbon atoms into their new position. In addition to repositioning the carbon atoms, this process also stretches the structure in one direction and shrinks it in the other two (blue arrows, above). These dimensional changes cause lattice dislocations throughout the material which break up the natural symmetric grid.
Austenite can be thought of as a squared up Rubik's cube while martensite would be one with its sides misaligned. The austenite cube is easy to rotate while the martensite cube is locked up. This misaligned lattice structure is what makes steel hard and resistant to dents and scratches.
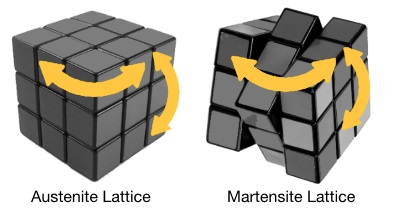
[ To view the martensitic transformation click here. ]
While improving hardness is key to a long lasting, wear resistant gear, if the entire body were to be hardened in this way it would become extremely brittle. For a gear to handle large dynamic forces and withstand repeated shock loads, the core needs to remain relatively "soft" so that it can deflect and absorb forces without cracking. Creating this balance of a hardened outer shell with a tough and flexible inner core is the primary focus of the heat and cryogenic treatment processes.
The photo below shows the crystal density of Crown Race Gears as it transitions from the extremely hard gear tooth surface seen on the right to the softer, less dense composition found towards the gear core on the left side. This photo was taken at 250x magnification at the drive side of the gear tooth on the ring gear prior to REM ISF finishing.

Surface to Core Hardness Transition Improvements
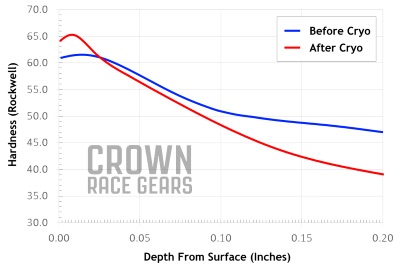
A smooth transition of hardness from the gear surface towards the core is what allows it to absorb extreme dynamic forces and shock loads without cracking. Getting this transition right is what allows a gear tooth to bend under load and prevents micro-cracks from forming. This combination of maximum shell hardness and a smooth transition to the core is very difficult to achieve, leading most gear manufacturers to aim for something in the middle.
To achieve a balanced transition, the metallurgy of the steel must be ideal and the heat treatment must be precisely controlled so that the gear will accept the cryogenic treatment in such a way to create the desired result. Finding this combination has taken Crown Race Gears over a year and considerable resources, but it is the main reason our gears are considerably stronger and longer-lasting than other performance gears on the market.
Gear Core Microstructure Improvements
The steel from which gears are made is a precise alloy made up of different elements in tightly controlled ratios. During the steel forming process and throughout the subsequent gear forming steps, the elements end up positioning themselves where they fit the easiest. Unfortunately, this natural configuration is far from ideal and heat treating is needed to balance the core structure of the material
Although very effective, even the best heat treatment processes will leave behind low density clusters (show in the red box below). The borders between differing structure densities are weak spots in the material where micro-cracks and fractures are likely to start forming.
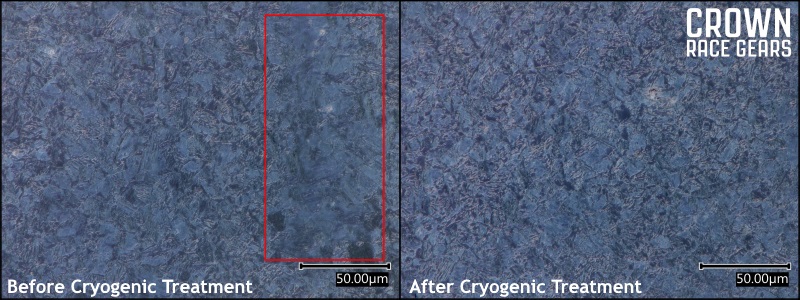
Freezing the material to -315 ˚F (-192 ˚C) and then letting it warm to room temperature in a controlled manner breaks up any remaining clusters and creates an extremely uniform and fine microstructure where the borders between structure densities are eliminated.
Improving the core microstructure of gears in this way will not only increase the usable life of the gear and greatly increase its ability to absorb higher forces without forming micro-fractures, the finer internal structure also allows it to dissipate heat significantly faster.
Beyond Cryogenic Treatment
In order for the cryogenic process to achieve these astonishing improvements, the metallurgy of the steel and the initial heat treatment process must be precisely matched. This is why Crown Race Gears has spent considerable resources to find the best gear manufacturer to partner with. While most racers would be thrilled to have gears processed to this stage, Crown Race Gears continue on to a second round of shot peening, followed by REM ISF finishing and then a thorough quality control inspection.